
Pioneering ELVA system in use since 2021
David Health Oy is a Finnish company, specialized in exercise equipment for musculoskeletal healthcare. The founder of the company – Mr. Arno Parviainen – was not scared of numerous existing

Seppo Suomi Oy
In future at Seppo Suomi Oy’s machine shop in Hartola, Central Finland, one shift will be manned and the remainder handled with the assistance of automation. ”From now on we’ll
Kytola Instruments: FMS up and running
Improving flexibility Kytola Instruments, who has now installed a Flexible Manufacturing System (FMS) from the Finnish company Fastems, are extremely happy with their investment. Together with 14 new tooling blocks

A small workshop using OK-VISE
MJM-Koneistuspalvelu Oy is a small workshop in Central Finland. Just like thousands of OK-VISE users, they are serving local industry with flexible deliveries and affordable pricing of their services. The
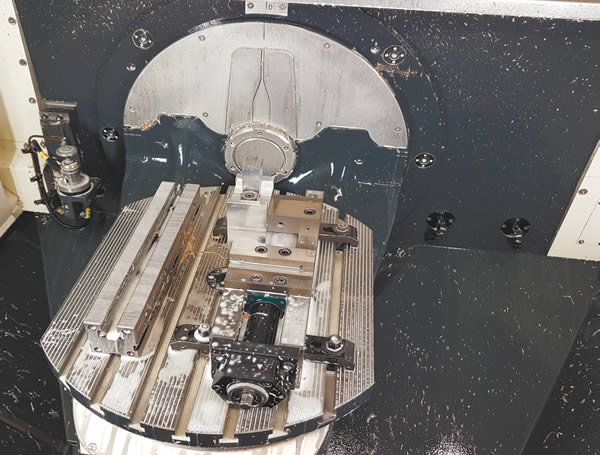
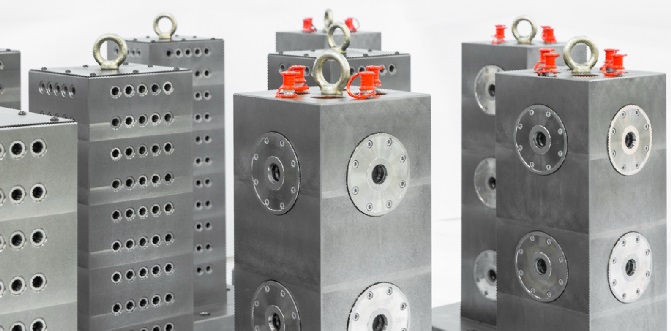
Lithuanian cases: OK-VISE in 5-axis machnining
Our first case from Lithuania is a company using vertical 5 axis CNC machines. Machine table is Ø630x500mm. In the most case customer is using standard or dedicated 5-axis machine
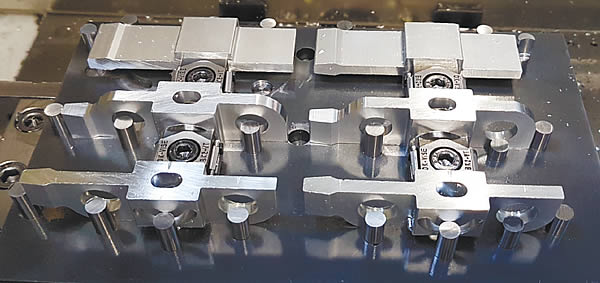
Lithuanian cases: Ignetas UAB
Another example from the company Ignetas UAB, which is a mid-size company, working in the subcontracting field that offers such services as robot welding parts, over moulding parts,
Grid System modules in use
OK-VISE distributor WDS in UK has supplied Grid System components bike parts manufacturer Superstar Components to hold various work piece types, including large aluminium plates. https://www.youtube.com/watch?v=fnWZFObTBUo&list=TLGGAdy8KQcmSaUxMDAzMjAyMw

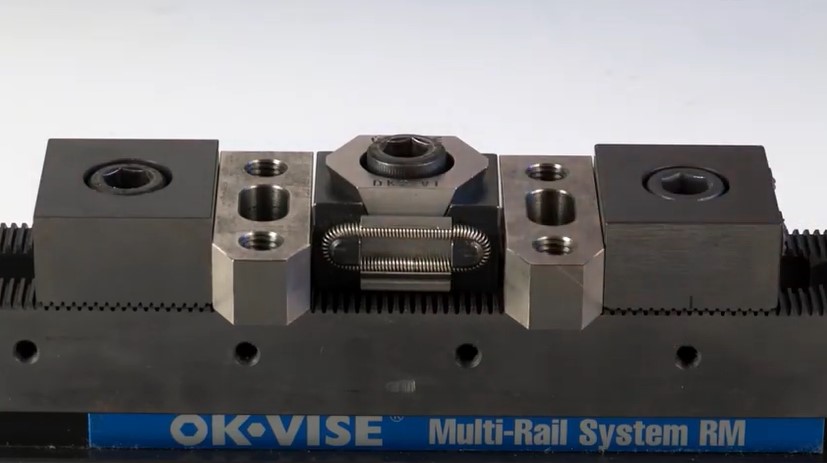
Swedish subcontractor improving their effectivity
Ljungby CNC is a subcontractor in Sweden, supplying components manufacturers of packing machines and agricultural machinery. They needed a workholding system to clamp several workpieces at a time, with material

Robotic workpiece loading with cobot
Finnish automation specialist Wisematic Oy has developed a simple turn-key solution for machine tending. Techman collaborative robots (cobot) are loading the workpieces to the machining center, and then the OK-VISE
Robotic loading and automated clamping at Rantek Oy, Finland
Rantek Oy is an electrical equipment manufacturer who excels in winding, machining and hardware assemblies. They are continuously improving productivity and quality. Their latest investments have been in automation, including