- News and Articles
The cost perspective — What poor workholding really costs

Key takeaways
- The lowest fixture price rarely equals the lowest production cost
- Inefficient workholding quietly reduces spindle utilization and throughput
- Multi-part fixturing reduces non-productive machine time
- Offline setup preparation can significantly improve machine utilization
- Modern modular workholding often delivers long-term operational savings far beyond the initial investment
Introduction
In machining production, workholding is often evaluated primarily through purchase price. However, the real cost of a fixturing solution is rarely determined by the fixture itself — it is determined by its long-term impact on production efficiency.
Poor repeatability, long setup times, manual adjustments, inconsistent positioning, and inefficient machining workflows can quietly consume hundreds of productive machine hours every year.
As discussed in our earlier articles, modern workholding affects far more than part clamping alone. It influences setup efficiency, machine utilization, production flexibility, automation readiness, and overall operational reliability.
Earlier articles:
The important question is no longer:
| “What does the fixture cost?”
Instead, manufacturers increasingly ask:
| “What does inefficient workholding cost our production over time?”
The hidden costs are usually operational
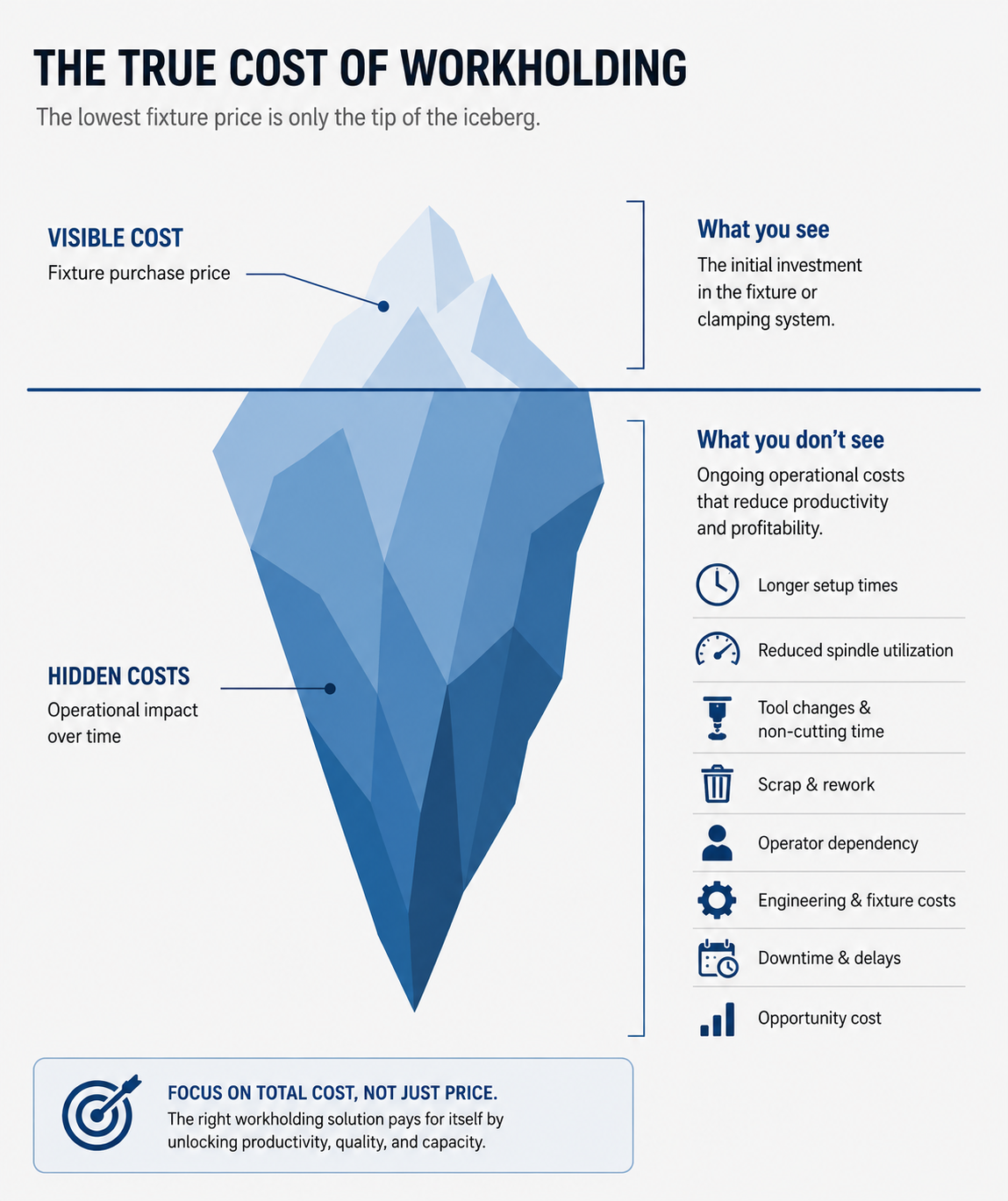
The direct purchase price of a fixture is visible immediately. The operational losses caused by inefficient workholding are not.
These hidden costs often appear as:
- Long and inconsistent setup times
- Scrap and rework
- Reduced spindle utilization
- Excessive manual adjustments
- Operator dependency
- Unnecessary workpiece handling
- Limited production flexibility
- Increased engineering workload
Individually, these issues may seem manageable. Together, they create a continuous drain on production efficiency.
In flexible high-mix manufacturing environments, the cumulative effect often becomes surprisingly large over time.
Setup time is only part of the equation
Many manufacturers focus heavily on reducing setup duration. While setup efficiency is important, another equally significant factor is often overlooked: setup frequency and non-cutting machine time.
If the workholding solution limits how many workpieces can be machined in a single setup, the machine must repeat the same non-productive operations more frequently between cycles, including:
- Tool changes
- Spindle positioning
- Door operations
- Loading and unloading
- Probing and measuring cycles
- Operator interaction
Individually these operations may only consume seconds or minutes, but across hundreds of machining cycles the cumulative production impact becomes substantial.
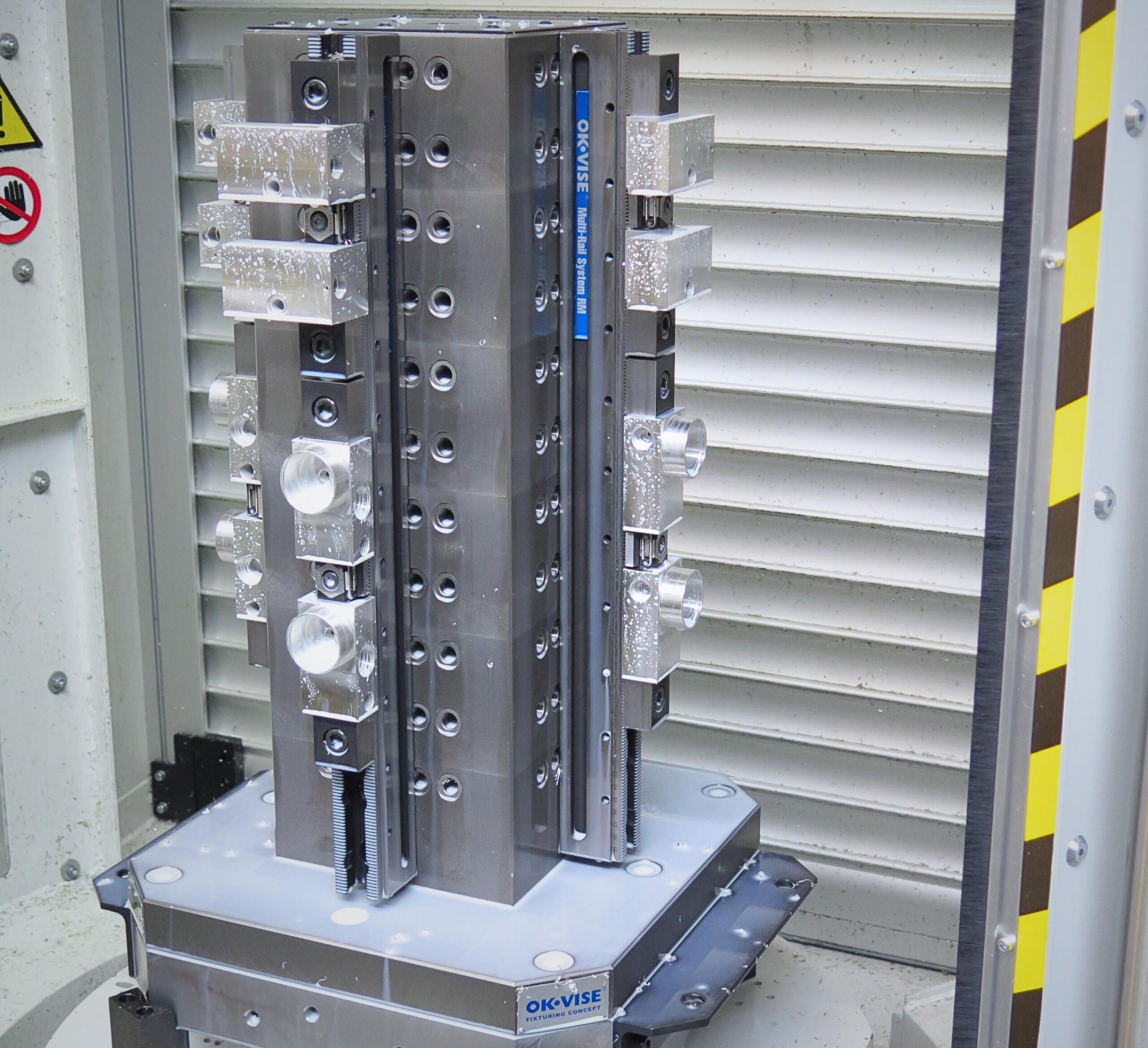
Multi-part fixturing changes this equation by distributing non-productive operations across several workpieces simultaneously. Instead of repeating the same tool changes and machine movements for every individual part, multiple components are machined within the same setup and machining cycle.
In practice, this often enables longer unattended machining cycles, improved spindle utilization, and higher throughput from existing equipment.
For example, a machine producing one workpiece per cycle may require repeated tool changes, probing operations, and operator interaction every few minutes. By machining six workpieces simultaneously within the same setup, those non-productive operations are distributed across six parts instead of one. While the individual machining cycle becomes longer, the amount of non-cutting time per produced component decreases significantly.
Offline setup preparation improves spindle utilization
In many machine shops, operators prepare fixtures, locate workpieces, adjust stops, and verify positioning while the machine remains idle. Although this setup work is necessary, it creates expensive non-productive machine time.
Modern modular workholding systems reduce this problem by allowing setups to be prepared outside the machine while machining continues uninterrupted inside the machine.
For example, a zero-point fixture plate combined with a modular rail system allows operators to prepare the next setup offline using standardized positioning elements such as stop modules, side guides, parallels, and predefined locating points. Once the current machining cycle is completed, the fully prepared fixture assembly can be positioned quickly and repeatably onto the machine table using accurate locating interfaces.
This changes the production workflow significantly:
- The machine spends less time idle
- Setup work becomes more parallelized
- Operators can prepare upcoming jobs more efficiently
- Production flow becomes more predictable
In practice, offline setup preparation often improves spindle utilization more than manufacturers initially expect.
Dedicated fixtures are not always the best long-term solution
Dedicated fixtures can be extremely effective in stable high-volume production environments where the same components are manufactured continuously for long periods. However, in flexible manufacturing environments with increasing part variation, dedicated fixture strategies often become progressively less efficient over time.
New workpieces frequently require:
- New fixture concepts
- Additional engineering work
- New setup documentation
- Additional fixture storage
- New operator training
As production variation increases, fixture complexity often grows with it.
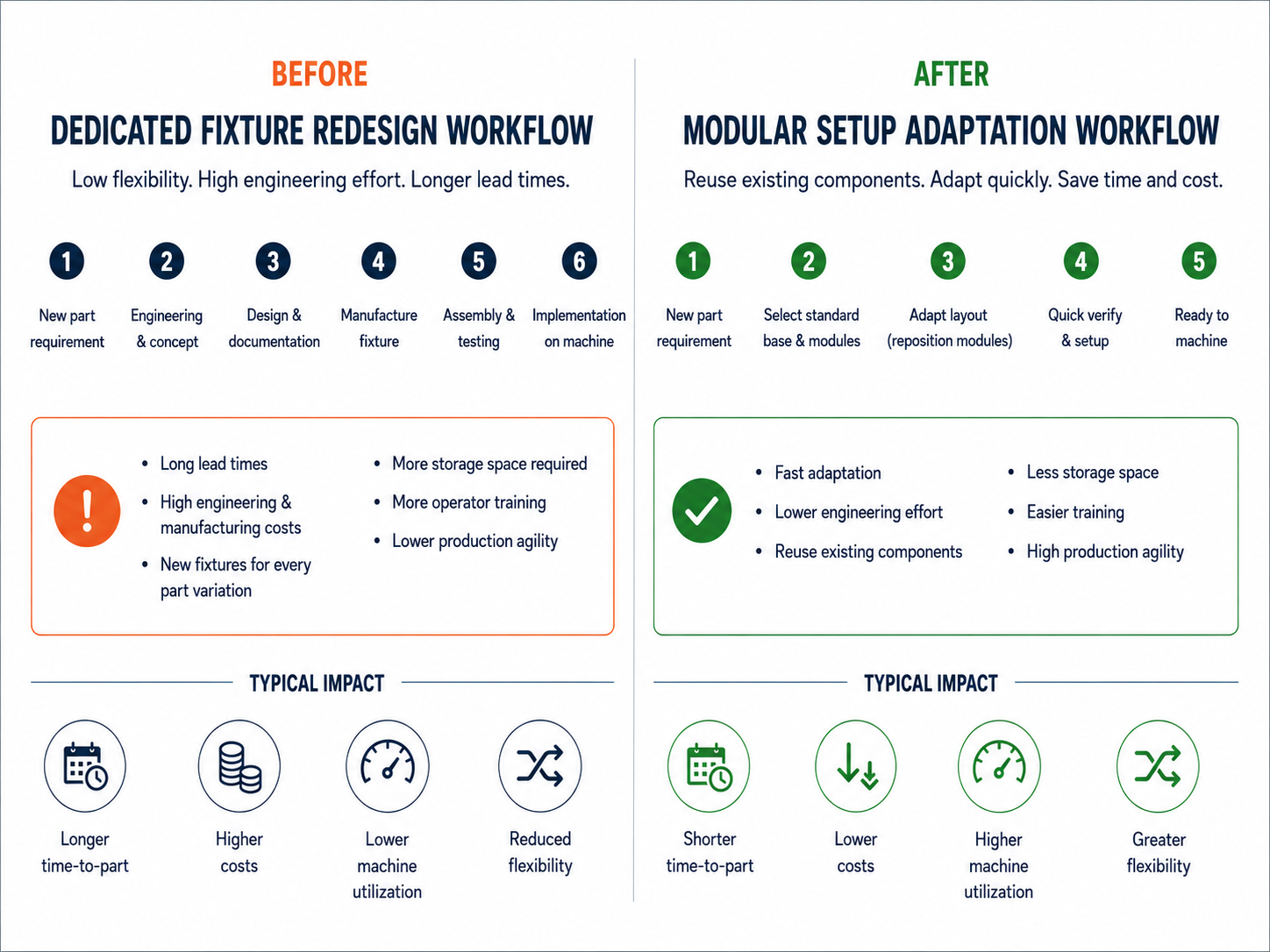
Modern modular fixturing systems approach the problem differently. Instead of designing entirely new fixtures for every workpiece, manufacturers can reuse standardized fixture platforms and modular positioning components across multiple part families. At the same time, setup modifications become significantly faster because positioning modules can be repositioned directly within the fixture system instead of rebuilding setups from scratch.
For example, changing workpiece dimensions may only require repositioning stop modules or side guides instead of manufacturing completely new fixture hardware. This creates a more scalable and responsive production environment, particularly in high-mix machining operations where setup flexibility directly affects delivery performance and production efficiency.
Scrap and repeatability create long-term cost
Poor repeatability is one of the most underestimated cost drivers in machining production.
Inconsistent positioning and unstable clamping can create dimensional variation, additional inspection requirements, rework, scrap parts, and process instability. Even small positioning inconsistencies may force operators to compensate manually during setup, increasing both setup time and process variation.
Modern precision workholding systems reduce this variability through repeatable locating principles, stable clamping geometry, and standardized fixture layouts. This not only improves machining consistency, but also simplifies production planning, setup documentation, and operator training. In many shops, repeatability improvements reduce stress throughout the entire production process — from setup to final inspection.
Summary
The true cost of workholding is rarely defined by fixture purchase price alone. Long setup times, excessive manual work, non-productive machine movements, poor repeatability, and limited flexibility all create hidden operational costs that accumulate continuously over time.
Modern modular workholding solutions help manufacturers reduce these inefficiencies by improving setup scalability, spindle utilization, repeatability, and production flexibility. In many machining environments, the real question is no longer whether efficient workholding creates value — but how much hidden production capacity is currently being lost without it.
FAQ
Is modular workholding always better than dedicated fixtures?
Not necessarily. Dedicated fixtures can be extremely effective in stable high-volume production or when the workpieces are very complex in shape. Modular systems are especially beneficial in flexible high-mix environments where setups change frequently.
How does workholding affect spindle utilization?
Efficient workholding reduces setup time, non-cutting operations, and operator intervention, allowing machines to spend more time producing parts.
Why is repeatability so important in fixturing?
Repeatable positioning reduces setup variability, improves machining consistency, and minimizes manual adjustments, scrap, and rework.
How does multi-part fixturing improve productivity?
Machining multiple workpieces simultaneously distributes setup-related and non-cutting machine time across several parts, improving throughput and unattended machining potential.
Ready to evaluate your production efficiency?
Let’s discuss how modern workholding solutions can help reduce setup-related inefficiencies and improve long-term production performance.
OK-VISE
Contact Us
"*" indicates required fields